服务热线:
182-1780-9555
136-1751-7586

服务热线:
182-1780-9555
136-1751-7586

服务热线:182-1780-9555
手机:136-1751-7586 黄经理
邮箱:785440482@qq.com
网址:www.hnzjgt.com
公司地址:海口市秀英区长流镇海盛路琼华小学路口
一、镀锌钢管焊接方法和焊接质量
钢管的焊接在各类大型工程都可见,镀锌钢管也是目前应用较广的,镀锌钢的焊接方法较多,一般在镀锌钢结构中常用气焊、手工电弧焊、CO2气体保护焊、埋弧自动焊、钨极氩弧焊等方法。
气焊,过去常用于镀锌管的焊接,由于气焊热输入不集中,容易产生缺陷,焊缝机械性能差等缺点,目前在安装行业基本淘汰。气焊对镀锌层破坏较大。
CO2气体保护焊,对镀锌钢的焊接性能良好,当采用合适的焊接规范和匹配的保护气体、焊接材料时,可获得优质的焊接接头。该方法在工程实践中较少采用。
钨极氩弧焊,电弧能量集中,对镀锌层的破坏较少,并且较易形成良好的单面焊双面成形接头,是值得采用的一种焊接方法,但焊接速度、较慢、成本较贵。
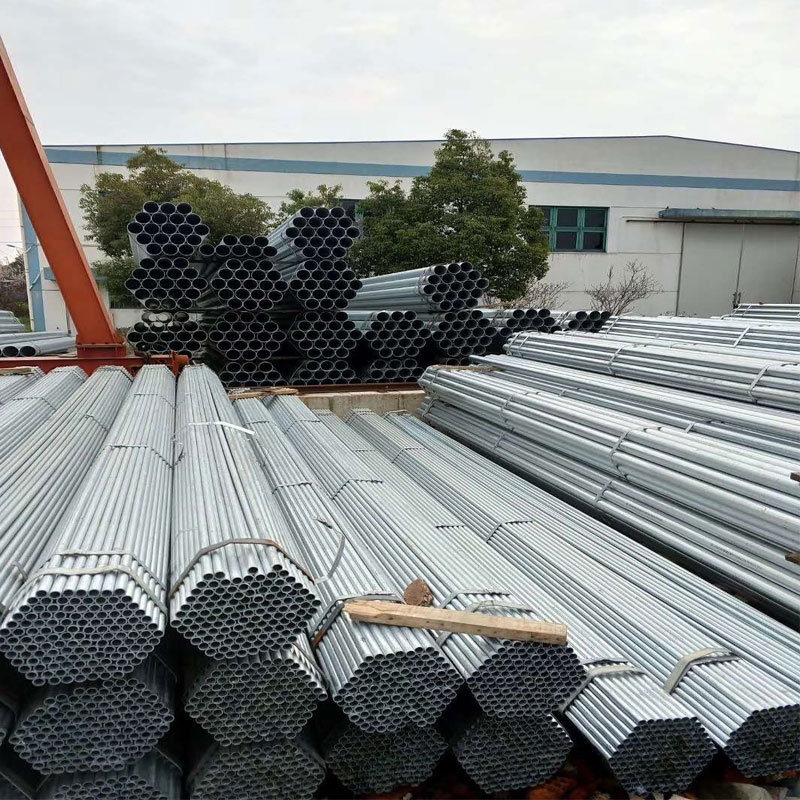
海南镀锌钢管
二、如何对镀锌钢管的焊接质量控制?
从人、材、机、法、环五个方面进行控制。
① 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。
② 焊材的控制:保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。
③ 焊机:焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。
海南镀锌钢管
④ 焊接工艺方法:保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。
⑤ 焊接环境控制:保证施焊时的温度、湿度、风速符合工艺要求。
镀锌焊管又称镀锌钢管,分热镀锌和电镀锌两种,热镀锌镀锌层厚,具有镀层均匀,附着力强,使用寿命长等优点。焊管顾名思义就是可焊接钢管,以上也就是小编为大家整理的镀锌钢管焊接方法和焊接质量全部内容,希望能够帮助到大家。